Værd at vide om gevind slibning
Z Tools kan fremstille stort set hvilken gevindprofil og gevindtype man måtte ønske- både
enkelt- og flerløbet, samt konisk gevind.

Gevindkerner
Vi kan fremstille jeres gevindkerner og ledemøtrikker helt fra bunden, eller I kan vælge at udføre drejning, evt. rundslibning selv.
Det er mange gange en fordel at vi er med på sidelinien i konstruktionsfasen (slibetillæg, pinolhuller, ledegevindpasning osv.) så eventuelle problemer bliver fanget før de opstår.
Har I spørgsmål er vi gerne behjælpelig med råd og vejledning
Normalt anvendes en 3-D solid model fra kunden som udgangspunkt. Når det drejer sig om kerner til plastforme er det derfor vigtigt at svindprocenten er indregnet i modellen.
Man bør også overveje om der skal være et ekstra slibetillæg så kernen senere kan justeres.
Ligeledes skal man overveje hvordan udløbet af gevindet skal være. Da gevind slibes med en slibeskive af varierende diameter (typisk mellem 50 til 250 mm) vil udløbets profil modsvare skivens diameter, men kan også gradvis udføres over et antal grader for et bedre/pænere “fang” på det færdige emne.
Vigtig info om gevind slibning
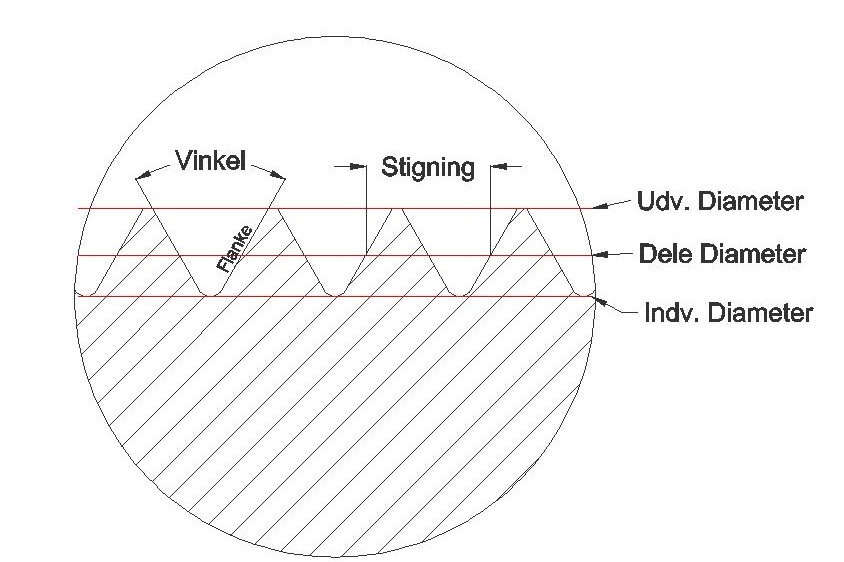
Ved fremstilling af “almindelige” gevind til f.eks montering eller fastspænding, vil vi altid anvende tolerancen “g6” for udvendigt gevind med mindre andet er aftalt. På tegningen er vist de forskellige benævnelser. Delediameteren (*) er det væsentligste mål og bestemmende for gevindets pasning på flankerne – uafhængigt af gevindets største og mindste diameter.
(*) Delediameter er den gevinddiameter hvor afstanden mellem gevindets flanker er en 1/2 stigning.